The video explores the fascinating world of metal manufacturing, focusing specifically on the process of sheet metal stamping. It introduces progressive metal stamping, showcasing the intricate steps and machinery involved in converting raw metal into finished parts through a progressive stamping die. The viewer is taken on a detailed journey through the TNC Stamping plant, observing the complex, detail-oriented process that underscores the manufacturing of everyday products like engine shrouds and blender blades.
Viewers will find this video compelling as it educates them on a specific aspect of manufacturing that is often overlooked. It discusses the significance of skilled trades in America and the reemerging importance of local manufacturing. The host attributes the decline of such skills to past educational trends focusing heavily on STEM while urging a renaissance in manufacturing skills and humanities as vital components for the future workforce.
Main takeaways from the video:
Please remember to turn on the CC button to view the subtitles.
Key Vocabularies and Common Phrases:
1. extricate [ˈɛkstrɪˌkeɪt] - (verb) - To free someone or something from a constraint or difficulty. - Synonyms: (release, disentangle, free)
They're wizards when it comes to sheet metal manufacturing, and they have some really interesting techniques.
2. proprietary [prəˈpraɪətɛri] - (adjective) - Concerning ownership or being owned exclusively by an individual or organization. - Synonyms: (exclusive, patented, owned)
One of our largest customers is a kitchen appliance manufacturer, and we make all of their blender blades here in Athens, Alabama, but it's proprietary, so we can't show specifics.
3. subtractive manufacturing [səbˈtræktɪv ˈmænjəˌfæktʃərɪŋ] - (noun) - A process of manufacturing where material is progressively removed from a solid block to create a part or product. - Synonyms: (machining, milling, cutting)
But a more common way to make parts is called subtractive manufacturing, or machining
4. pendulum motion [ˈpɛndʒələm ˈmoʊʃən] - (noun) - A type of motion characterized by an object swinging back and forth, like the movement of a pendulum. - Synonyms: (oscillation, swing, back-and-forth motion)
And one of the features you have with a servo press is what we call pendulum motion.
5. precision [prɪˈsɪʒən] - (noun) - The quality of being exact and accurate. - Synonyms: (accuracy, exactness, meticulousness)
It's a lot of precision. Is it patience? What do you need to do?
6. intricate [ˈɪntrɪkət] - (adjective) - Very complicated or detailed. - Synonyms: (complex, elaborate, detailed)
Basically, a piece of brass wire is fed through this intricate machine, and it's electrified
7. kin [kɪn] - (noun) - One's family and relatives. - Synonyms: (family, relatives, relations)
This is Westin, and I'm Destin, and we're kin somehow.
8. serendipitous [ˌsɛrənˈdɪpɪtəs] - (adjective) - Occurring or discovered by chance in a happy or beneficial way. - Synonyms: (fortuitous, coincidental, accidental)
Dude, this is like an army of presses. Yeah, so this is TNC used to be full of presses this size, and they're small.
9. nuance [ˈnjuːˌɑns] - (noun) - A subtle or small distinction that contributes to a quality or meaning. - Synonyms: (subtlety, distinction, variation)
So you can actually have some nuance in the way you're setting up your die.
10. modular [ˈmɑːdʒələr] - (adjective) - Designed with standardized units or sections to allow for flexible arrangement or use. - Synonyms: (sectional, segmented, component-based)
We make it modular, so die steels can be taken inserts; die steels can be taken out and sharpened.
The Mind-Blowing Machines that Stamp Millions of Metal Parts - Smarter Every Day 288
That was the moment where you can see everything and you understand what's happening. It's a hard manufacturing process to describe. I've tried to describe it to people in five minutes or less, and you just can't. You can't.
Hey, it's me, Destin, and welcome back to smarter every day. I love things that are made in America. I love seeing the made in America stamp on there. Like, look at this lawn mower, for example. I'm outside of a big hardware store now, this engine is made in Auburn, Alabama, and it's assembled in Tennessee, apparently. But the components for that engine are made all over. In fact, the components for this engine, which I happen to have one right here, this is a Briggs and Stratton engine. It's got little. See that sheet metal there? It's got shrouds on it, stuff like that. Those shrouds are made on the other side of those trees and a really cool manufacturing facility. And today we're going to learn about that. It's a process called sheet metal stamping. And it is fascinating.
How would you do that? That is a complicated geometry. There's so many little holes and bends at certain angles. Furthermore, how would you do it on an even smaller scale? Almost everything I interact with, like a machine or something you like a lawn mower or something you ride, they all have these little bent metal pieces in them. And we're about to learn how these parts are made. Today we're going to start the smarter every day deep dive series into manufacturing. And I am so excited about this. We're going to start today with a process called metal stamping. The specific type of stamping is called progressive metal stamping. A coil of metal is unwound and fed into a press, and a very special tool bangs out parts of and advances the parts along without anyone touching it. And you have finished parts falling out the other side.
This is a fascinating process. In this series, we're going to look at all kinds of amazing processes. If you haven't subscribed to the smarter every day email list, now would be a good time to do that. Smartereveryday.com email list so that you can know when these videos come out. Because this is about to be amazing. I'm going to say something that's a little weird. My generation was taught, go get a STEM degree. It's very important. I think there's two things that are super important now. We need to get back to the humanities. We need to learn more about rhetoric and how to talk to each other and we also need to learn about manufacturing. Local manufacturing is about to be a giant thing, so I don't want you to just think, I need to go learn how to be a computer programmer. You should consider learning part of a manufacturing process, because these skills are about to be incredibly important. Let's get started with metal stamping and go get smarter every day.
So, to learn more about how these parts are made, we are here in Athens, Alabama, at a place called TNC stamping. They are wizards when it comes to sheet metal manufacturing, and they have some really interesting techniques. And I want to show you. Let's go meet a guy named Weston here at TNC stamping.
Good to see you again. Doing all right? Yeah, yeah. Good to see you. Okay, so this is Westin, and I'm Destin, and we're Ken somehow. Do you know how we're Ken? I don't. I've just. I don't. Either our aunts or moms tell us we're kin all the time, and we have no idea. But you have a really cool sheet metal manufacturing facility, and I wanted to make a video about it because I love it. Is it called a plant? We call it a plant. We've got 100,000 sqft here in Athens. You actually manufacture things here? We actually manufacture metal stamping, so we do some, what we call sub assemblies as well. But, yeah, we do all that right here, as well as build the tooling. And that's kind of what sets us apart is a lot of metal stamping.
Plants don't build their own tooling. So that's. We do all of that here. So we'll start in the tool shop. We'll get to look at some dies up close, and you kind of get an idea of what a stamping die actually is. And then we'll go out into the factory, and you can see them in action.
This is the tool shop. We have about 15 full time tool and die machinists and operators here. So, surface grinder. Yep. So you'll see all of the standard machine tool kind of stuff in here. Grinders, lathes, wire, edm. We have one CNC machine here. Do you have an example of what you make so people can kind of. Because I think people maybe don't know what's going on here.
Okay, that's awesome. So, this is a metal stamping. Metal stamping is the short called a stamping. Metal stamping. So it's anything that can be stamped out of a coil of sheet metal. So, this particular part is a heat shield for a v twin to motor. So a Briggs and Stratton v twin lawn motor engine. This is a heat shield that goes on that. This goes to their assembly plant down in Auburn, Alabama.
So what you're looking at here is actually called a stamping die. So this is the bottom half of the stamping die, and this is the top half of the stamping die. That's crazy. And we receive raw material in coil form, and it's our job to take raw material and coiled steel form, run it through a stamping die to where we have a finished product that comes off the end of the die.
So this. So, if I understand correctly, just flat metal will come in one side. Correct. And that will come out the other. Correct. Really? Yep. And you. You make this here? We. We make everything you see here. With the exception of something like pins and bushings. We. There are some purchase components, but all of the diasteels, everything you see here started as raw steel. We machine it into what you see here. Is it okay if I touch it? You can touch anything you want to, yeah.
All right. So this is one tool. Correct. And so. Okay, can you show me how it works? So this is the top half of the die here. So, in operation, you have the top half that mates with the bottom half.
This goes into a press, and the press moves up and down. And the die, whatever sound effect you want to use. And as the material moves through the die, it's attached to the strip the entire time. All of these features are being put in the part during the process. And you have a finished part that falls off the end. There's an undercut there. Correct. So what this is, is a spark, the application of this, there's a spark plug wire that goes into this slot. Oh, so it can't cut the wire. You have to have a feature there that guards against any kind of wire that would cut the insulation or anything like that.
Okay, so I can see. I'm seeing something here. So I see a guide here and here. Yes. So that feels like the metal will come straight in here, correct? Yes. The material comes from this end and moves. And the material is one piece as it moves through the die until it's cut off at the end.
That's what's called a progressive stamping die, because it progressively forms and punches the part until you have a finished part that falls off the end. If the part were to ever be detached from the strip and then continually formed, it would be called a transfer die. A transfer die? Transfer die. Because you're transferring a loose part from one station to another.
But this part, progressive. Keeps it attached. Keeps it attached. Moves a cut piece.
Yep. And we don't do any transfer work here. We just strictly do progressive diese. Maybe better to look at the top half of the. Oh, wow. But this is. This is the top half of the die. Okay, imagine this is serious. So imagine this is upside down right now, but this would be the last station of the die.
It's formed, and then it's actually cut off from the strip, falls in a basket, and you have a finished part. Okay. Just to give you an idea of. So that right there. So this is the top half of the die. Correct. Which means there's a mate over here. Is that it right there? That's correct. Yep.
So everything. Can you grab that part? Yep. And it goes like that. So everything has to line up perfectly. And so you have to design this whole thing in stages. So it's like a story. Like, you start with flat, and you.
You basically start with a flat blank. And you have to figure out how to get these features into the part and basically have the finished part fall off the end. Okay, so this is wizardry. I got it. This is why I wanted to come here. Everything you see in the die started as a piece of raw steel and has to be machined into what you see here.
So the tooling engineer will generate drawings, and then it's up to the tool makers to figure out how to machine this stuff out of just raw steel. This is raw, brute force, brain power and manufacturing. So this is a little better example. This is the exact same manufacturing process.
This is a stamping die. This is the bottom half of the die. This is the top half of the die. But here we actually have a Strip.
Oh, wow. This is the actual finish. Finished part. That's the finished part, yeah. This is an automotive bracket. Okay.
All right, so this is Mark. Mark is going to explain this die to us, right? Right. A progressive die. Yes.
Okay, cool. How's it work? We feed the raw material in from this end, and, like you see, it'd be solid without any interruptions. And we'll pierce together these two holes. Appears here for the pilots to engage. Okay, now, once the pilots engage, a pilot is a way to index the parts. Correct? Is that right?
And that maintains our progression, our feed for each part in each position. You can see we've got the die loaded pretty well with pilots. So that's the first step. Yes. Punch the holes, and then you cut this tab right here. Right. It'd be cut right there.
So then we cut the tab. Okay. And then after you cut the tab, then what? It progresses one more distance from the pilots. It appears here. And as it carries it through, we bring it down to the forms. Kicks these two forms up that way. Uh huh. Bring it on down a little further, and then it forms them down again. So you've got. In some places you have radiuses. In some places you have sharps.
Are these, is this hardened steel right here? I noticed that's an insert. Yes. That's where it forms, and that's all hardened. And the opposing side would be hardened also. So if you're cutting, you have hardened.
Okay. Forgive me, Mark. I don't know where the cuts are taking place here. This is complicated. Are these side actions? Yes, those. These are actuated with dry blocks here that they come in and they trim the bottom side of the. So that's a shear underneath there? Yes. All right, so this, this looks sharp. And that's the final cut off where the final part would, would fall off.
Okay, so this goes like that? Yeah, yeah, it feeds in this direction. And so you actually put letters in it, too? Yeah. This. The stamps in the top side. And it just. You ground it off? Well, it's just. That's where it's worn. I see. Hitting it. So this is the stamp over here. Correct. And you can change that? Yeah. For the date. Automotive customers require date codes and part numbers to be shown in the park. Wow. Okay.
So stamped letters comes along, cuts the tabs here. That's a cutter, correct? Yeah. That's a punch. Yes. This is the pilot holes. Uh huh. Then this is the opening for that blank, and it just falls out of the part. Right. So this is the bottom. Yes.
Okay. And then as we get to this area, that's where that kicks this down on a 45. Okay. It progresses down two more stations, and it kicks that leg up. So that where this was 45 is now up at 90 degrees to the. To the bend. Yep. Why do you, why do you do a 45 instead of just doing the whole bend at one time?
Different situations by different engineers, they feel differently about having it, but once you have this form right here, you'll never have to touch it again. You're just bringing this angle up to 90. Yep. So this is already at 90 to that when it leaves this area. Yep. So we're just actually just kicking this one angle on up to 90. Yep.
That makes sense. You said these are side actions. Yes. So if you push. If you push. Right. Can I push? Sure. But it's. It's not gonna move well, a little bit. Get a little motion. So if you push, how do you get. Is there a swing arm in there?
This is the pad that actually strikes the. The backside of that block and does the pushing. But how do you. How do you take a vertical motion here and turn it into a left and right motion? There's a 45 degree angle on this slide right here. 45 degree angle on this driver. And once it meets it, it just. Spring return. Yes. Okay. Got it.
This is ridiculous. Weston. This is crazy. It's pretty wild. Okay. And then how many of these can you make in a day? Like, thousands of. Yeah, this is. It's got 54,000 parts on it. Now, it's gotten a little bit of dull edge on one area, and so we're gonna sharpen the cut off. That's amazing.
To bring that back up to a good surface. So you're reworking this progressive die right now. That's amazing. That's awesome.
I'll just remove. You can see this is inserted. So I'll take these three screws out, pull that insert out, put it on the grinder, and resurface it, and then that knocks all the dull edges off. Right. So we talked a little bit about, you know, if you were to buy this tool overseas, we'll call it just bargain tooling. Let's just say it.
If you were to buy this in China, right? Yeah. When people want things manufactured, they go to China. Let's. You know, a lot of this would be, you know, this. This block of steel, for example, is likely to be one piece of steel. We make it modular. So die steels can be taken inserts. Die steels can be taken out and sharpened as needed.
Because if this were one. If this were one die steel, if this was one piece of steel, maintenance would be virtually impossible. It would be a lot of work. So, basically, some of the stuff you get, like, if you were to buy a sheet metal tool, they would just make this in one monolithic block, is that what you're saying? For the most part. Say this area right here would be one block. Okay.
And you'd have so many grinds that you could make on that, and then you'd have to throw it away and replace the whole area. Now, this die here is probably. It was built in the seventies. That was built in the seventies? Yeah, late seventies, I'd say. And all of the areas that are sharpened a lot are inserted just like this would be, so that you can keep the tool running for years and years.
So this die will get 500, 600,000 hits a year. 600,000 hits a year on a heavier, usually closer to 500,000 hits a year. So you do, you know, if you do the math, this die has been in operation since the seventies.
I'm going to tell you about the sponsor for today's video. It's Anydesk. And this is an amazing product.
Anydesk is remote desktop software that works with any of your devices. If you have a problem like I do, I have a computer that I edit smarter every day on. It's like, capable of editing four k. I need to do things from this specific computer, and that's what any desk does in an amazing way. You can get a phone app and you can log in to the computer and you can edit from your phone. Not that you would want to, but you totally can. You can type in a password or you can accept if you're, like the host client. It's an incredible piece of software and it just nails it.
This is legitimately incredible software. In fact, it solved a problem on my recent video. Okay, check this out. Anydesk is saving my bacon right now. I just came up to South Dakota to visit my buddy Matt. We're gonna go fishing. I clicked render. I went to the airplane. I discovered an error. The only place I can edit this particular video is on my computer back home in Alabama, and all my files are there. So check this out. I'm actually running my computer back home, and I can edit from it, too. Like, he's got speakers here, and I can do audio edits, which, like, if you listen the spring down in the handle to accelerate the hammer towards the primer.
If you know anything about editing, that's crazy. The fact that I'm doing this is awesome. And I was checking it on my phone in the airport. That's how I figured out I had a problem using anydesk.
So I am sold on this product. It has saved my bacon so many times. Try it out. You need to use anydesk? Yeah, no joke. It's amazing. Here's their business model, which I think is genius. They say, go to anydesk.com smarter, get it for free. And that's it. That's the business model. You don't have to pay anything. You can just use it. Because what they know is you're going to fall in love with it and you're going to want to take it to your business. And they have really cool business plans. If you have a business and you need to remote desktop, they have affordable solutions. So you could do really, really cool stuff. It's all tailorable, too. You can make it exactly what you need. Go to anydesk.com smarter. A huge thank you to Anydesk and Matt and Austin specifically for sponsoring this video, because it's awesome software. I love it.
I thanked Mark, who was clearly super smart, and we headed deeper into the plant. This is just general workspace. All the tool makers have their own toolbox, and they work on dies as they come in. Dude, this is the strength of american manufacturing right here.
Do a lot of people do this in America? Not anymore. You know, when these guys came up in the trade in the sixties and seventies, it was a really popular career choice, but not so much anymore.
You think of a factory, dirty, dingy, and there's all these stereotypes, but the reality is you can be creative. Factories are a lot safer than they used to be. They're a lot cleaner than they used to be. So hopefully, people are considering it as a viable career option. But there's this gap between the sixties and seventies until now, we have this workforce tool, and I work force that's getting close to retirement, and we have some young apprentices that are coming through, but we have this big gap.
If you are a young person looking for a job, you should seriously consider what's called the skilled trades. We're about to meet a bunch of people that make this plant go, and they are all part of the skilled trades workforce. And it's amazing. One of these trades that requires the most skill is called a tool and die maker. Let's meet Roger.
So, pretend I'm an idiot, which isn't hard, right? Tell me, when I hear tool and die, can you point to something that shows me what that is? What is a tool? A tool. Yes. All of this is. All. This is tooling. Explain it to me. Every piece of that is tooling. That's a dye. Steel. Okay, so this is. This is tooling, right? This is tooling. Now, what's die? What is die? The die is a complete assembly.
Show me a die. This is. This is. This is an assembly. This is a die. This is a die. So the tooling goes inside the die. Right. Okay. And so when somebody says, I'm a skilled tradesman or a skilled tradeswoman, whatever they say these days, so do you basically, that that is the knowledge required to build the dye like this to make a product. Correct. Okay. Okay. Now then there's.
There's mold, which is an entire different thing. You know, it's injection mold. Plastic. Plastic injection. I've been working on injection mold. I've tried to learn that plastic. You've got die cast, which could be aluminum, it could be magnesium. That's a different genre, too, you know. It's completely different skill sets for each one of them.
So what's hard about this skill set? And understand my ignorance. When I asked that question, my dad was in tool engage, right? I know it's a lot of precision. Is it patience?
What do you need to do? It's about the fit. You know, drilling holes is drilling holes, but when you put it together, everything's got to go together the way it's. Tool's been around for a long time. For some reason, it decided this didn't want to go in there anymore. This. This round, that's your fierce punch.
It wouldn't go inside here no more. Okay? It's out of place. Called being out of alignment. Okay? What causes that? Who knows? It could have been a die crash. Could have been a bunch of things at that point. Somebody's got to figure out how to get that back where it's supposed to be.
Sometimes it's a matter of a light pick on that. Sometimes it's a complete remount, you know? And you're talking of thousands. So you're. You're. You're more like watchmakers. So tool engage. I mean, you ain't watchmakers, but you're more like a precision. It's two different things. You can either be a sledgehammer or a surgeon. Okay? You know, it just depends on what you're doing. Sometimes, like I say, you might. You might hit it like a hammer. Other times, you might change the squareness, a few tenths just to affect where that punch goes.
Two tenths, like, meaning a 10th of a ten, a 10th of a thousandth of an inch. Okay. Matter of fact, that was off.
I think that punch was out square about a thousand, for some reason. And who knows how it gets like that? Wear, tear, whatever, you know, anything can get something off.
Will a good engineer spend time in the shop? They should. Okay, I'm not saying it will. I've seen some that. Didn't I talk. I don't know what the heck's going on, but I'm talking more country around Roger. I can feel it.
It may be. It may be in the air. It's rubbing off on me, man.
You don't just become a tool and die maker overnight. In fact, it's an apprenticeship program. Kind of like a wizard teaches a younger wizard, like apprentice how to do things. We're about to meet an apprentice.
And remember we learned that a tool goes in a die assembly. So this apprentice is making a tool for a die. Let's see what he's doing.
This is Brandon. How's it going, man? Hey, I'm Destin. What's up, man? I'm doing all right. How are you? You running a surface grinder? Yeah. Brandon was a press operator for a couple of years, and now he's an apprentice here in the tool shop doing the apprenticeship program. So you're learning how to do all this? Yes, sir.
Are you learning how to make the machines and stuff? Is it awesome? It is. What are you doing? I am getting the sides parallel. I've already ground the thickness.
I'm getting a parallel now to be ready to go to the mill, to be able to put our holes tapped holes, counterbore holes, whatever needs to be put in it. Then it'll be ready for heat treat, then it'll be ready for either the wire machine or the sand seat. How did you learn how to do this? Just learn? Yeah. Just go to apprentice journeyman, and then skill trade I have. Right, at three more years and then you'll be a journeyman? Yes. That's awesome. Congratulations.
Thank you. That's a huge deal, man. I think that's worth more than a lot of times. That's worth more than a college education, having skilled trade, isn't it? Yeah, that's awesome.
So Brandon was making tooling for a die using a process called machining. Specifically, he was using grinding as a form of subtractive machining. Nowadays, when people think of making parts, they think of 3d printers, which is additive manufacturing.
You're adding material to the part in the way you want to make a certain shape. But a more common way to make parts is called subtractive manufacturing, or machining. Basically, you use various types of cutters to cut away material from a part so that you can get a certain shape.
Now, imagine you had a machine that had a cutter that spins, and you have a vise that holds the part in position, and you can move things using knobs and stuff like that. In X, Y and Z. This is called a mill.
It's a machine, which is why this is called machining. And one of the coolest things about this mill is it's a bridgeport. Like every machinist since World War Two knows what a bridge port is.
And when you see this, you should feel a little bit tingly on the inside. Yep, yep. When you think of tool and die, a lot of people, the first thing they think of is a bridge port. Does all these run? All of them run? Yep. That's awesome.
We still use these quite a bit. You know, if we just need to crank out a dye steel pretty quick, we'll get one of our machinists to throw a piece of steel on there and machine it out. That's the strength of american manufacturing.
A CNC machine is just like one of the other mills, but it has a computer controlling it. It's called computer numerical control. Once you understand how to do this, you can make incredible parts, but it's complicated.
You have to understand a lot about how the speeds and feeds work. Cody, our CNC programmer, stays pretty busy, too. Really? Yep. You Cody? Yeah. Hey, I'm Destin man. What's up? What are you working on now? Just some prototype stuff. What do you run? You run Mastercam or. Yeah, Mastercam. How often do you kill a part? I've killed three and three years.
I don't do it often. They let me take my time and kind of do it pretty thorough, so I'm pretty careful. How have you learned? Did you go to school for it? I did, yeah. And I self taught a lot of it, so I actually bought Mastercam for my home use and just learned it at home where I would get off work at night, really? And kind of taught myself how to do it. And I went to school for machining and taught myself how to program. Where'd you go to school? Northwest Shoals. Northwest Shoals. That's awesome, dude.
So you decided you wanted a skill to be marketable, and you went and bought it at home to invest in yourself? Yeah, they didn't want to train me to do it where I was working. I was the night shift supervisor, and they didn't want me to change roles, so I just invested in myself and got it for my home use and learned it and found somebody to hire me to do it. And then it was game on from there. Dude, that's awesome. Congratulations, dude. That's the way to do it.
Has it paid off? Oh, for sure. Yeah. I love it. He's writing a program for essentially everything that he puts into that CNC. It's not. This is not a production CNC where he just pushes a button. He writes program for everything that goes in there. Got it. That's not. There's not a lot of people that can do that.
How on earth. I'm trying to learn CNC right now. How on earth did you learn the speeds and feeds? By ear listening. Really? If it sounds like crap, it's probably not, right? That's awesome, dude. Nice to meet you, Cody. How are you, too, man. Yeah. Hey, a quick shout out again for anydesk. Like, Cody's sitting here working at a computer, right.
If I was Cody, I would want any desk on that computer so that if I go fishing early one afternoon, I could log back into my computer and I could check what's going on. Don't mean to give you ideas, Cody and TNC stamping, but that's an option. Anydesk.com smarter. Thanks again, anydesk.
So, milling makes sense for most geometries because you got a round cutter and you can cut parts. But what happens if you have a weird internal sharp radius? You can't get this mill in there to cut it.
What do you do? This would just be a die insert here. And you can imagine if you had to machine that. There's very few ways you can actually do that in a machining operator. Yeah. That's a long, tapered part. Yep.
So you're talking about a tapered grinding wheel or some kind of end mill that has that profile on it. And it has to be that specific profile. What an. What a wire EDM machine does is Moyce would actually. Oh, so you got a whole jig in here. Yep. He's just making them one little section here. Can't really see it. See the brass wire being fed down through there?
It's kind of hard to see what's going on here. So let's take a closer look. This is called EDM, specifically, wire EDM, which is electrical discharge machining. Basically, a piece of brass wire is fed through this intricate machine, and it's electrified. It turns into an electrode, and it is run up next to a part, and then there's an electric discharge to the piece that's being machined. That electric discharge eats away the metal where the wire touches the parts, which gives you the ability to make very precise cuts.
Now, it's all done under deionized water so that the temperature can remain constant and all the smoke and debris can be flushed away. But this is a very fascinating machining process, and we're going to do a whole video about this. But that brass wire is electrically charged and actually burns through the steel.
So Boyce would program the wire EDM machine to programming boys running that path right there. Can I throw this mic on you for just a second? On me? On you. You okay with it? You're good. I'll just stick it right there. What are you making? Some inserts, fixing to run this profile inside that insert right there.
So that's a cutter. That's showing where it's cutting. Is this carbide or tool steel? Hard steel. It's hard tool steel. Got it. How long will it take to run that on the EDM? 45 minutes. What's your background, boys? I've been here 45 years. Yeah, I've been in Toland. I. 45 years. Tool and die. Yeah, machine tool and die. You think they're gonna teach you how to do something for. Too late on that. Are you mostly an EDM guy now? I am now. Yeah.
I took over the man that was in here for. I started out in 1983, working the EDM and went to machinist and doing tool and die work, and he retired a year or so ago, and I volunteered to come back in here before I retire. So what we're moving into now, the blender blade area. Don't want to get real close up to those presses. Just kind of, you know, maybe from here to the window or so is about as close as we want to get to those for safety reasons or proprietary reasons.
proprietary reasons. Okay. Sure.
Yeah. All right. So these guys have figured out the blender blade production system. One of our largest customers is a kitchen appliance manufacturer, and we. We stamp every blender blade that goes in their blenders, which every blender blade you see in this particular brand of blender is made right here in Athens, Alabama.
Athens, Alabama, the blender blade capital of this company that we're not going to talk about. So last year, we stamped between 35 and 40 million blender blades. That's amazing. It's a lot of blenders, but they're.
How are you doing? They're stamped right here in this cell. It's food grade steel, food grade stainless steel. They're washed in their packaged. And they go straight to the. Straight to the assembly center in Mexico. From this cell right here, can we see stuff going in? Is it okay to see what we can.
How you doing? I'm destined. Nice to meet you, Tabitha. How you doing? So she makes it happen. She makes it happen, yeah. So this is the actual part we're looking at here. So you make millions of those a year. So you run all these presses? Yes, sir.
So these are the blender blades. Are these done? These are ready to be put in the wash? They're gonna be washed. Washed right here. That's what you're doing over there? I'm washing, I'm rinsing, and I'm drying. Wow. You're doing it all right here. All of it right here. So that gets the oil off of it? Yes, sir. Gets the oil off of it, then it dries it, and then it comes up, down. And I package it, put it on the pallet. Speed chips. How do you know how many are in here?
I have it set on the counter on the machine. Got it. Each of this basket is 2000. Pleasure to meet you. Pleasure making you. Thank you so much.
So this is the oldest part of the plant. This is this green press. This is a 160 ton press here. This is actually the first press that we bought. So this one right here, this was the first press that ran stampings for TNC. Do you still use it? We still use it, yeah, almost every day.
So this one right here? Yep, it's a stamp tech. 160 tons. So usually you can see the tonnage that's labeled on the press. So this one is a 160 ton. The biggest press we have is a 330 ton.
Stamping equipment hasn't really evolved a lot over the past half century. Servo presses, which we'll see in the other building. That's really the biggest and latest and greatest technology in stamping. But for the most part, stamping presses have been the same for the last 50 years. And this is. Is a good example of that. So it still works. It was a good investment.
Yep. That was probably a ten, $15,000 press back in the eighties. And this probably makes that per week now. This is the older part of the plant. When we talked about coiled steel, this is how we receive material. So when we receive raw material, that's what it looks like. So is that, is that. That's not a die right there that we. No. So this is.
So we just to take you through the process. So this is a de reeler? De reeler. So you have a reel or a coil of steel. It's loaded onto the de reeler, then it's fed through a straightener. So coiled steel has a bow in it naturally because of the coil, because it comes in coil form. So it goes through a straightener. And basically you have rollers on the top and the bottom that apply pressure and straighten the parts. Then you have a feeder. So the green part there is the feeder. It's oiling it.
I can see that. Yep. So that's actually what is pulling the material into the press and through the die. And then you have the press itself. At first glance, it's a pretty simple part, but you actually have a hem on this side of the part that's completely folded over. That's hard to do, isn't it? Really hard to do.
And it's being done in a progressive stamping job, so pretty impressive. So this is all scrap?
This is all scrap. So you'll see these strap bends beside every press. And this is melted down, turned back into coiled steel. And a lot of it is probably sent right back here.
Hey, Donnie, you can see it happening. So that thing is slamming up and down. How do you keep from hurting yourself on that?
So if you look at every press in here, they have these yellow bars on the sides of the breast. So that's actually a light curtain. So you have a laser that reflects off of a mirror and goes into a reception point. And that's. There's. We call it a light curtain. So if you go inside that, it'll cut off? That's right.
So there's a light curtain on every breast in this factory. So I'll use the rags, for example. But if you break that light barrier. So from there, where's it at? So that yellow thing to that red thing, and then back to the corner. Stop. So that's how we keep from hands and arms and things like that getting cut off.
Stamping used to be notorious for injuries, missing limbs and things like that. We've pretty much eliminated all risk of that. That's awesome. Yep. So we got a de reeler, a straightener, and you said that's recycled. Every bit of crap you see today is recycled. That's amazing. The factory is full of these huge presses just relentlessly stamping out parts. It's awesome. I can hear it punting. Yeah. You hear the breakthrough? You hear the break? Weston walked me over to show me another press that was making multiple punches with every hit.
This die here is actually stamping three parts with one stroke. So we call it a three out three part with one stroke. Yep. How you doing? I'm Destin. Nice to meet you, Chris. Chris is the supervisor over this particular building called a ferrule.
You said a ferrule? Yep. It goes on a shaft that rotates in an appliance application. Is the slinger running? Oh, it's not running. What's the loud one? That sounds like a dragon stomping. Okay. That's our 200 ton press in the middle of this particular building. It runs a lot of automotive parts. It's actually an aluminum bracket. So we do quite a bit of aluminum here, too, along with steel.
That thing is loud. It's loud. This is Tim. How you doing? So how many parts will this make a day? It'll do about 24,000 on. 24,000. Wow. Why is it so loud compared to the other ones? Red is kind of getting tomato. Okay.
But it's still working? Oh, yeah, yeah, it works great. It's just kind of old. You always wear. Earn protection? Absolutely. Yeah. Absolutely. Absolutely. Does it always run the same thing or do you run different parts? Run different parts. I've got another aluminum part, a 107 and 108. I've got to put in after this one.
How many years have you worked here? Ten years. You said you like it. Oh, yeah. I love it. I wish you had a. Came to work here. Yeah. Good people. Absolutely. Take care of them. Do they? That's great. Nice to meet you, Tim. If I understood him correctly, he'll run that press, and then he'll come get another tool and he'll.
He'll bang out another thread. However many parts. Yep. If it's a really high volume part that's gonna run every day, we'll have a press that's dedicated to that part. But for the most part, the presses here run several different dies.
So this is a. This is a heat shield. So the heat shield that we looked at in the tool shop. Yeah, that's. That goes on one side of a v twelve engine. This heat shield goes on the other side of a v twin engine. And these go to the Briggs and Stratton factory down in Auburn. So every V twin, every. They call it a mid block V twin. Every mid block v twin they make in Auburn.
That does not translate to audio on the video. That's loud. It is. There is something happening when that bangs. Oh, yeah, I recognize that. So this is the. It's not the same part, but it's similar. So the part we saw would be one side of one. It's a heat shield for one side of the cylinder. And then this is a heat shield for the other cylinder. So think of a V twin. You've got a heat shield on this side and a heat shield on this side.
Oh, so I. Can I see how it's all happening now? Yep. Man, that's fast. How you doing? Doing well. So this is a piece of scrape. Punched out of the part.
A lot of times you'll have a piece of crap. We call it a slug. It'll get hung up in the die and it won't clear the die. He's just making sure there's no slug mark. No, nothing that looks amiss. So we don't run a few thousand parts and miss anything. How big is this? A 275 ton press. 275 ton press. Wow.
It. So we'll watch this one, too. So this is. It goes on the same between engine. This is a back.
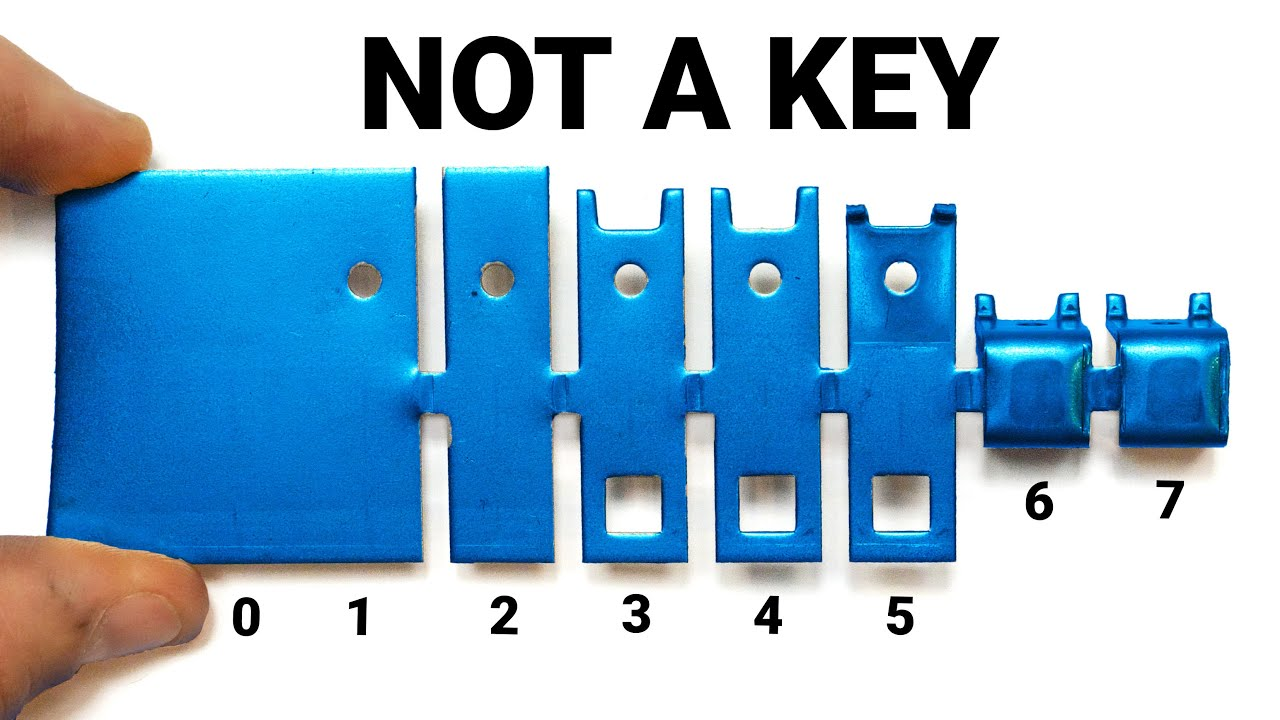
So this is a heat shield that goes around the flywheel at the base of the engine casting. So this is also 275 ton press. 275 ton. And he's going to single stroke it. So what that means is he pushes the palm buttons and the press cycles one time. So I can see what happens. Just so you can see what happens. So you'll see the material progressing through the die, and that's awesome. All right, so let's. So we're starting with blank steel.
Let's punch that hole in it, Chris. All right, now let's punch another set of holes in it. It indexes now what happens. Now it's gonna start forming it. Or more holes form the outside. Form the outside. Okay. Now you're gonna form it. All right, ready? That's amazing. Leroy's mom was one of the first employees at TNC. Really? Dude, that was the. That was the moment where you could see everything and you understand what's happening.
Yep. It's a hard manufacturing process to describe. I've tried to describe it to people in five minutes or less. And you just can't. You can't. Yeah.
So what's making these presses hit? Is it a flywheel? So there's a flywheel. We can. We can see the flywheel. So there's an electric motor that turns a giant cast iron flywheel. Every press we've seen so far, that's what creates the energy. That's what creates the force for the press. So you take. You take electric energy and make mechanical momentum. Is that the flywheel? Correct. So does that mean there's a clutch? There is a clutch, yep.
So the clutch engages the flywheel and strokes it down. Correct. Even the big one does that? Even the big one. So every press we've seen so far, and every press, really, for the past 50 years, has operated just like this.
But what we'll see on the other side of the parking lot is called a servo press. And this is a press that uses electric motors to actually drive the press to bang it out. And there's a lot of features of a servo press that this press cannot do, and it's pretty impressive. That's the way this industry is moving. Is it? So this is raw material warehouse. This is where we receive all of our raw material in. In coil form, like we talked about. This is just steel or that looks like aluminum.
That's galvanized. Galvanized steel. We do a lot of galvanized.
That's a lot of metal, man. It's, it's quite a bit. We process, I think it's 10 million pounds a year. So 5000 tons. I think that comes out too.
But, and that's, that's mid sized stampings. You know, we're not there, there's people out there with thousand two, 3000 tonight presses. But, but we're a midsize stamper, so. But yeah, we process mostly just cold rolled steel, galvanized, a little bit of stainless, a little bit of aluminum, a little bit of red metal too. So we do copper, bronze, phosphor bronze. These are parts ready to ship out. So these are in process parts. So this particular part, it's a heat shield like we've seen, but it'll have nuts that get inserted into the.
And we'll see that. So we do a lot of manual assembly too. You'll stake them and stuff. Yeah. So we'll have pim, we call them pin nuts. So they're, they're threaded nuts that get inserted into the part. So these processes are still working. Process parts. So they're staged. Ready to go into the assembly area. Are we about to go through that door? Yeah. So this is our, what we're, this is our quick door. So our raw material warehouse is not climate controlled.
So this is a way to just contain that cool air during the, during the summer and contain that warm air during the winter. Rather than a garage door slowly going up and down. We have our quick door and it kind of helps keep this area climate controlled. How are you doing? This is the part we were looking at out there. So these are, so what she's doing is inserting the nuts. How are you doing? I'm Destin. Sharon.
Nice to meet, meet you. How many of these do you do a day, Sharon? 300. 300. That's amazing. As I'm controlling. Yeah, you're doing quality control. I'm gonna not bother you so you don't get hurt.
So she's doing quality control as she's going. Thanks, Sharon. Thank you. Yeah, nice to meet you as well.
So these are our two servo presses. These are the newest, latest and greatest stamping presses you can buy. So we looked at the cast iron flywheel that generates the power. So these actually have electric motors that generate the power for the stamping operation. That's amazing. Yep. We'll see if they're about to run. Yeah. So this is another automotive bracket. So you have the two studs that are actually inserted in the die.
So you have two studs that are fed through as it's going. As it's going. We have tubes that feed the studs into the die, and then we have a head unit in there that inserts these and actually stakes them into the material while the part is still attached to the strip. So you'll take two parts and put them together inside the progressive rod. Yep. That feels like a big deal.
It's a pretty big deal, and it's a big cost savings, too, because this would typically have to be done in a secondary operation, like we just saw with Sharon. So this is this way. You have a finished part that falls off the press. You can put it in a box and ship it to the customer. That's awesome.
Why are there cages around that. That tool? So you have loose parts that are being attached to a fixed part. And when you have moving parts and 330 tons of force coming down, it could shoot out. It could shoot out. It's just a safety precaution.
This is one of the few. This is one of the few parts we have that there are loose objects being attached to a fixed object, and it's just a safety precaution. We have got it.
One of the features of a servo press is that on a traditional mechanical press, the stroke speed is the same throughout the entire press stroke. So if you can look at this press behind us, the stroke speed remains constant through the entire press stroke. But what you can do with a servo press is you can bring the press down to bottom, you can actually slow the stroke speed to, let's say the material requires a draw. If you have a fast stroke, you could potentially tear that material.
So you slow the stroke down, draw the material, and then you can speed the press stroke back up to clear for the material as it moves forward.
I know it's a little. That was hard. I've hung with you this whole time, and then you introduced servo presses, and it blew my mind.
Okay, so what? Say it again. So you go down, you can hold it down. So you can. You can slow the press. You can hold it down, or you can slow the press stroke down to draw the material. So let's say you have to draw. You're essentially stretching steel. If you do it quickly, you can tear the material.
And so what a servo press can do is when you draw the material, you can speed the stroke back up. I got it. It's a strain rate. Yeah. If you pull it too fast, you exceed the tensile stress. If you do it slow, you can keep it in the plastic regime and stretch it, but after the. So you can see how it comes down and slows down and then speeds back up.
Oh, there's more finesse to it. And one of the features you have with a servo press is what we call pendulum motion. So you can see it a little better here. So let's say this is. This is a flywheel, and let's just pretend this was a mechanical press. This flywheel would have to make a full rotation before you were able to come down to bottom center. Got it? Again. Because on a mechanical press, you would have to change the rotation of the flywheel. So you're rotating one way and then the other, and the rate at which you do that can determine what kind of motion you get.
That's correct. So if you think about this as a cast iron flywheel, all of this would be wasted energy. But with pendulum motion, we can swing side to side and we're only using 180 degrees of rotation.
I want to briefly describe what Weston's talking about when he says pendulum motion, because I think that's pretty neat. I made this in, like, ten minutes. You can laugh at my rig, but if you think about a normal flywheel type setup. Boom, boom, boom. At the bottom, it's hitting every time. Right? But if we have control over that motor, we can do different things. So we can go boom, and we stop and we come back. Boom. It's really hard to control, but you get what I'm saying, right?
As you can see, a conventional press has the flywheel going round and round and round. And this servo press, you can see it goes back and forth, back and forth. You can also see what's happening on the displays. You can see one's going around and around, and one of them's going back and forth. And that's a servo press.
I like the hollow sound when it punches the metal, but the press press stroke speed is.
That's the big deal with the servo presses. You don't have to have a constant press stroke speed, but the tubes are where the pin nuts. I'm sorry. The studs are being set. So the studs are coming in those pipes and they're being fed indirectly. If you look close, you can see where it's going in it.
That's cool. You can see what it's punching out and in at the same time. So this is feeding this. This is feeding the nuts in. Yep. Or that's the bolt. Yeah. Student. This part is extremely thick, which is crazy that they can punch that. So the physics of even loading that material into the machine itself is impressive.
Oh, there's a laser. So that laser is a proximity sensor. So it's measuring from there to there. And if that distance isn't right, it'll stop the press. Yes. Particularly too short, because that would mean the material is not feeding. Got it. This is a serious business you guys are operating. Yeah, yeah. A lot of people are surprised to know that it's here in Athens.
Yeah, we ship parts all over the world. Really? And we do it right here in Athens. That's amazing. What are you making here? So, this is proprietary, so we can't show anything behind it. You can show it from a distance. I'll get the part and we can look at it.
I'll just blur it out. Okay. Yeah. So this is an electric motor mount. So what you have is essentially three pieces. So you have the. The U shaped mount. Yeah. You have the square part here. That's a stamping. That that stamping is actually stamped in that small green press behind you. Okay. And then you have the bearing. So there's three parts. So you're making a part that incorporates a bearing, and you're doing it all here. Correct? Yep.
So this part is manufactured in one process. How long did it take you to develop that process? When it was all said and done? We had a few years worth of. Worth of work into it, but. So that's why I can't show any of this. Yeah, yeah. There were. There'd be some people that were upset with me that spent several years developing this if I'd put it on or if Destin puts it on YouTube.
Yeah. But once you develop this process, you've established yourself as. As an indispensable part of the supply chain. Correct. So our mission is to provide value to the customer, and if we can do that by taking a manual operation and automating it. And that's another way to keep jobs here in the United States, too. If you sent this part overseas, there's a good chance that those three parts will be assembled by hand. So if we can automate it here, that's a great way to keep jobs in the states.
And we have the ability to do that here. That's awesome. That's great. Wow. So these are some of the smaller presses we have.
Dude, this is like an army of presses. Yeah. So this is TNC used to be full of presses this size, and they're small. A lot of them are fingernail size, electrical contacts and things like that. And a lot of that has gone overseas because you can fit 10,000 parts in a box. It just doesn't make sense to do it here when you, when you can get it done overseas at half the price and freight is dirt cheap. So we've seen, unfortunately seen a lot of that go overseas. So we're moving in the direction of larger samples.
That makes sense to have a local regional supplier. But your tooling is a differentiator, right? It is. So, like, you guys make the tooling. Correct. So the majority of the tooling you see on this rack we build. A lot of them are 40, 50, some of them 60 years old.
So we have hand drawn prints in our quality department that tells you how old some of these parts are. Do people call you and say, hey, I need 10,000 of this widget? Yeah. So this is, this is an electrical contact here. So this is a brass part. The way our business model works is our customer calls or, well, sends in an order. Let's say they need 10,000 pieces. We'll pull the die, we'll put it in a press, we'll run the 10,000 pieces, put them in a box, and ship them. So, and we may keep inventory, whatever kind of stocking agreement we have with the customer.
Do you own the die or does the customer own the die?
In most cases, customer owns the tool. So it's an asset that they pay for upfront, we build, and essentially, they have the right to come in here and get it and take it anywhere they want to. But if we build the tool, we're familiar with it, they trust us with it, keep it here from the parts. So it's a relationship. It is a relationship, yeah.
Weston then showed me the quality control department. They used a big device called an optical comparator to measure the parts after they're made. They also had a very interesting coordinate measuring machine that used cameras and tracking. I'd never seen one like this. It was really cool. This is the room where TNC stamping makes sure that all the parts are made to spec.
If you want to see a lot of stuff like this that I didn't put in the main video, I'll leave that over on the second channel. But for now, I want to show you something really cool. On the way out the door.
We walked by that first progressive die I saw when I walked in the shop, and I realized I had no idea what this was. I knew they did stamping. I didn't even know what stamping was. And now I kind of can see what this thing does. It just looked like a city to me at first, like a little landscape, but now I can see the punches, I can see the brakes, I can see all the different things. And this represents a really cool movement for me, a movement from ignorance to knowledge to understanding, which is like my favorite thing to do.
And I hope you enjoyed it as well. And yeah, I love this series. We're going to do a lot of stuff like this. We're going to learn about manufacturing in America. And if you want to learn, I'll leave a link down below to an email list. And I'll email you when, when I make a new video.
I think it's going to be awesome. Big thanks, by the way, to patrons of smarter every day that support this content. And let's leave it with Westin. Let's let Weston tell us how, if you have a sheet metal part, you want to do at incredible volumes, how to get a sheet metal progressive die made, and you can do it right here in America.
If people want to work with you guys, what do they do? Yeah, they can check out our website. You can find our contact information on there email. Give us a call. We have a contact us email you'll find on the website. Send us any kind of engineering prints you have, material specifications, volumes, and we'll take a look at it and see if it's something we can do.
And if you're interested in having stuff made here in America. In America. That's right. And that's tncstamping.com. Spell out the word and spell out the word and, yeah, give Weston a call. Get your stuff made here in America. That'd be awesome.
Thanks, dude. I really appreciate it. Thanks, Dustin. All right, I hope you enjoyed this, the first video in the smarter everyday manufacturing series. I'm very excited to share some other stuff with you in the future, so feel free to subscribe if you're into that. If not, no big deal. That's it. I'm Destin. You're getting smarter every day. Have a good one. Bye.
Manufacturing, Innovation, Education, Technology, Sheet Metal Stamping, American Made, Smartereveryday